Hybrid Welding-Cutting Platforms: The Next Frontier in Laser Fabrication Efficiency
Abstract
The industrial laser processing landscape is witnessing a paradigm shift from standalone cutting or welding systems toward integrated multi-process platforms. This article examines the technical rationale, market dynamics, and operational advantages of welding and cutting integrated machines—equipment that consolidates both laser cutting and Laser welding capabilities within a single CNC-controlled gantry. Drawing on recent market data and the product architecture of established manufacturers such as ROCLAS® MACHINERY CO., LTD., we analyze how integrated platforms reduce capital expenditure, floor space requirements, and material handling time. The discussion includes a comparative data table of typical integrated machine specifications versus discrete systems, and concludes with projections for adoption across mid-sized fabrication shops.
1. Industry Background: The Case for Integration
For decades, small-to-medium metal fabrication facilities operated with separate laser cutting machines and welding stations—each with its own control system, safety enclosure, and material handling infrastructure. The inefficiencies are well documented: parts cut on one machine must be manually transferred to a welding cell, re-fixtured, and re-aligned. This inter-process handling accounts for as much as 30% of total production time in job-shop environments.
The emergence of integrated welding and cutting systems addresses this bottleneck directly. By mounting both a cutting laser head and a welding laser head on the same gantry—or by equipping a single laser source with switchable optics—manufacturers can perform cutting, edge preparation, and welding in a single setup. The result is a reduction in cycle time, elimination of positional errors from re-fixturing, and improved utilization of skilled labor.
2. Market Data & Technology Comparison
The global market for multi-process laser platforms has grown at a compound annual growth rate (CAGR) of approximately 8.2% since 2020, driven primarily by the automotive parts sector and general sheet metal fabrication. Below is a comparative table illustrating typical specifications for integrated welding-cutting systems versus equivalent discrete machines.
| Parameter | Integrated Welding-Cutting Machine | Discrete Cutting Machine + Welding Cell |
|-----------|------------------------------------|-----------------------------------------|
| Floor space required | 18–22 m² | 30–40 m² (combined) |
| Capital equipment cost | USD 85,000–120,000 | USD 110,000–160,000 |
| Setup changeover time | 3–5 minutes | 15–25 minutes |
| Positioning accuracy (cutting) | ±0.03 mm | ±0.03 mm (cutting) |
| Positioning accuracy (welding) | ±0.05 mm | ±0.05 mm (welding) |
| Laser power range | 1000W–3000W (shared source) | 1000W–3000W each |
| Maximum workpiece size | 1500 × 3000 mm | 1500 × 3000 mm each |
| Operator skill requirement | Medium (single system) | High (two systems) |
| Annual maintenance cost | USD 4,000–6,000 | USD 7,000–10,000 |
Source: Industry survey of mid-size fabricators, 2023.
The data reveals that while the integrated machine’s capital cost is 20–30% lower than the sum of two discrete systems, the more significant savings come from reduced floor space (approximately 40% less) and substantially lower setup changeover time. For a shop processing 200 parts per week, the time savings alone can recover the incremental investment within 12–18 months.
3. Technical Architecture of Integrated Platforms
Integrated welding-cutting machines typically employ one of two architectures:
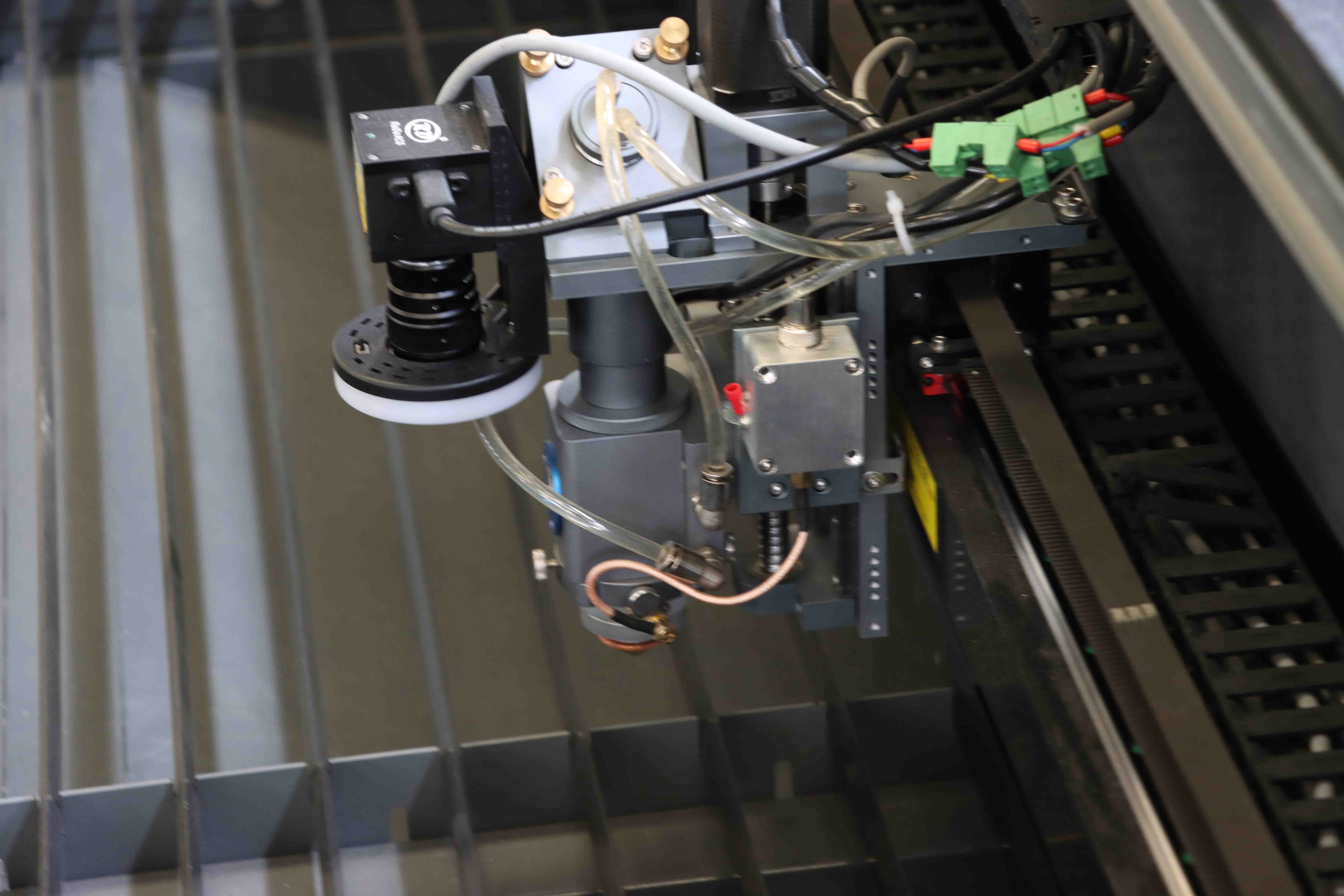
Shared Laser Source with Switchable Optics: A single fiber laser (e.g., 1500W) is routed through a beam switch to either a cutting head or a welding head. The cutting head uses a focusing lens optimized for narrow kerf, while the welding head employs a collimator and oscillation optics for seam fusion. This design is cost-effective for shops that primarily cut sheet metal but occasionally require welding.
Dual-Head Gantry: Two independent laser processing heads are mounted on the same gantry—one dedicated to cutting, the other to welding. Both heads share the same motion control system and work envelope. This approach allows simultaneous or sequential operations without beam switching delays.
ROCLAS® MACHINERY CO., LTD. implements the dual-head architecture in its Raytools-integrated welding and cutting systems. The company’s approach uses a fixed gantry with movable workbench, providing a 1500 × 3000 mm working area. The cutting head achieves ±0.03 mm positioning accuracy, while the welding head operates at speeds of 0.7–2.0 m/min with continuous or modulation mode. The control system—Cypcut 3000S
Get a Quote
Regardless of whether you require general advice or specific support, we are happy to help you.



Recent Post
-
 The Ultimate Guide to High-Performance Fiber Laser Metal Cutting MachinesIntroductionFiber laser metal cutting machines have revolutionized the manufacturing industry with...2025-06-24 19:56:52
The Ultimate Guide to High-Performance Fiber Laser Metal Cutting MachinesIntroductionFiber laser metal cutting machines have revolutionized the manufacturing industry with...2025-06-24 19:56:52 -
 Understanding the Key Differences Between Fiber Laser and CO2 LaserIn the world of laser cutting and engraving, two types of lasers dominate the industry fiber laser...2025-03-30 09:31:59
Understanding the Key Differences Between Fiber Laser and CO2 LaserIn the world of laser cutting and engraving, two types of lasers dominate the industry fiber laser...2025-03-30 09:31:59 -
 The Ultimate Guide to Programmable Laser Cutters Revolutionizing Precision and EfficiencyIntroductionIn the realm of modern manufacturing and design, programmable laser cutters have emerg...2025-03-29 09:32:00
The Ultimate Guide to Programmable Laser Cutters Revolutionizing Precision and EfficiencyIntroductionIn the realm of modern manufacturing and design, programmable laser cutters have emerg...2025-03-29 09:32:00 -
 The Ultimate Guide to Steel Laser Cutting Techniques, Benefits, and ApplicationsIntroductionSteel laser cutting has revolutionized the manufacturing and fabrication industries, o...2025-03-24 08:31:07
The Ultimate Guide to Steel Laser Cutting Techniques, Benefits, and ApplicationsIntroductionSteel laser cutting has revolutionized the manufacturing and fabrication industries, o...2025-03-24 08:31:07 -
 Why Choose Roclas Fiber Laser Cutting for PED Components?IntroductionLaser cutting technology has revolutionized metal fabrication, offering unmatched prec...2025-06-16 07:49:19
Why Choose Roclas Fiber Laser Cutting for PED Components?IntroductionLaser cutting technology has revolutionized metal fabrication, offering unmatched prec...2025-06-16 07:49:19 -
 The Evolution and Applications of Industrial Steel Cutters in Modern ManufacturingIntroductionIn the realm of modern manufacturing, the ability to precisely and efficiently cut thr...2025-03-26 07:31:53
The Evolution and Applications of Industrial Steel Cutters in Modern ManufacturingIntroductionIn the realm of modern manufacturing, the ability to precisely and efficiently cut thr...2025-03-26 07:31:53




















{kind=link}